A2 Tool Steel Heat Treat Shrinkage
Dimensional Changes After Heat Treatment

Ad Ebay 580 Pcs 2 1 Heat Shrink Tube 6 Colors 11 Sizes Tubing Set Combo Assorted Sleevin Heat Shrink Cable Wire Heat Shrink Tubing

Natural Hair Stretching Tool Hair Stretcher Heatless Hair Stretching Curl Elongator With Images Natural Hair Styles Black Girl Natural Hair Hair Styles

Commercial 16 Manual Plastic Wrap Poly Bag Impulse Heat Sealer Machine Tool Poly Bags Shrink Wrap Sealer

Pin On Coinringusa

Details About Daniu 500pcs Halogen Free 2 1 Heat Shrink Tubing Wire Cable Sleeving Wrap Wire Heat Shrink Tubing Heat Shrink Wire

D 2 is a transformation hard ening tool steel that requires both a hardening and tempering step during the heat treating process.
A2 tool steel heat treat shrinkage.

Hand Tool Woodworking Instruction And Thoughts Bor

Pin By Lee Valley On Veritas Mitered Lee Valley Tools Veritas

2 33 2pcs Professional Leather Craft Wood Handle Awl Stitching Awl Hole Sewing Tool Ebay Home Garden Leather Sewing Kit Sewing Leather Leather Tooling

How To Remove A Stripped Screw Without An Extractor Household Hacks Remove Stripped Screw Home Repair

Veritas Rip Crosscut Tenon Saws Stainless Steel Bolts Saws High Carbon Steel

Pin On A2

Ibc Skewed Bench Chisel Sets Robcosman Com Chisel Sets Chisel Set Woodworking

Amora Laurafadora Happy Holla Ween Simon Says Stamp Blog Simon Says Stamp Simon Says

Veritas Japanese Style Awls

Pin On Skin Care Tips

Tyvek Coverall 2x Large 25 Products Pinterest Products

Tlc689 Hollyhocks By Jbgreendawn At Splitcoaststampers Paper Crafts Crafts Hollyhocks Flowers

Micro Current Sonic Face Toning Massager In 2020 Sonic Face Improve Skin Complexion Skin Care Serum

Pin On Weapons

Covering The Geodome Greenhouse Northern Homestead Geodome Geodesic Dome Greenhouse Dome Greenhouse
Pin On Tool Wish List

Shop Made Tools Page 147 Metal Working Tools Metal Tools Welding Tools

Huma Iron Lawn Lawn Care Tips Fall Lawn Fertilizer Lawn

Gransfors Bruks Small Splitting Axe W Collar With Images Splitting Axe Gransfors Bruks Axe
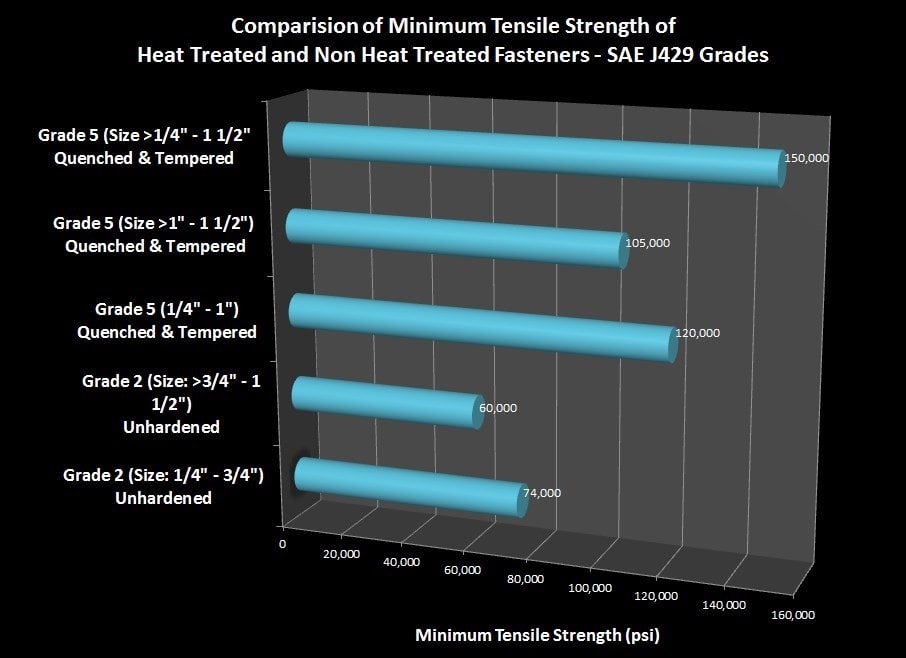
Heat Treatment Of Bolts Fasteners Purpose Of Heat Treatment Bayou City Bolt Supply

Details About Daniu 500pcs Halogen Free 2 1 Heat Shrink Tubing Wire Cable Sleeving Wrap Wire Heat Shrink Tubing Heat Shrink Wire

Pin Em Guns Armors Vehicles Blades Equipments And Weapons That I Like

Adafruit Mcp9600 I2c Thermocouple Amplifier Diy Electronics Amplifier Microcontrollers

Tim Holtz 8 5 22cm Trimmer 160e Tim Holtz Paper Trimmer Tonic Studio
Source : pinterest.com
